摘要:介紹了江西吉安文化藝術(shù)中心搖擺柱的制造技術(shù),重點(diǎn)介紹了搖擺柱的安裝定位、焊接球網(wǎng)架與弧型箱梁的安裝技術(shù)。
關(guān)鍵詞:螺栓球網(wǎng)架、搖擺柱、箱型桁架
1、工程概況
吉安文化藝術(shù)中心工程是吉安市的重點(diǎn)工程,是集會(huì)議、展示、觀演、休閑與一體的大型綜合文化藝術(shù)建筑。屋面空間網(wǎng)架水平投影近似矩形,南北長172米,東西寬134米。設(shè)置163根搖擺鋼柱。網(wǎng)架四周采用懸挑結(jié)構(gòu),懸挑長度不等,四角最大懸挑長度達(dá)10米。網(wǎng)架厚度為2.5~2.8米。網(wǎng)架在A區(qū)與BC區(qū)局部鏤空,用箱型桁架聯(lián)系。網(wǎng)架結(jié)構(gòu)桿件采用空心圓鋼管,連接接點(diǎn)采用焊接節(jié)點(diǎn)球。163根搖擺鋼柱與基礎(chǔ)和網(wǎng)架采用銷釘軸承組合連接。其中網(wǎng)架鋼結(jié)構(gòu)重量約620噸,A區(qū)與BC區(qū)局部鏤空區(qū)域桁架重約280噸,搖擺鋼柱約600噸,屋面圍護(hù)結(jié)構(gòu)約13000平米。A、B、C區(qū)域外露部分全部采用鋁板吊頂裝飾,見圖1。

圖1 吉安文化藝術(shù)中心效果圖
2、制作技術(shù)
2.1、整個(gè)工程的結(jié)構(gòu)形狀
吉安文化藝術(shù)中心,從大型樂器豎琴和管風(fēng)琴的造型中找到靈感,以163根形似琴弦的搖擺柱,環(huán)繞文化藝術(shù)中心的主體建筑,支撐起形似吉它琴箱的巨大屋頂,使整個(gè)建筑象"靈動(dòng)的琴弦"一樣,呈現(xiàn)出迷人的藝術(shù)魅力,見圖2。
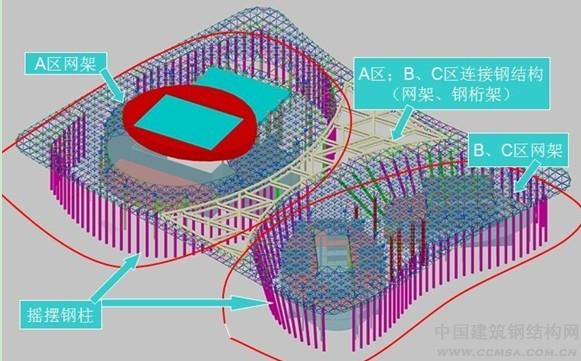
圖2 吉安文化藝術(shù)中心 主體建筑 搖擺柱與焊接球網(wǎng)架施工技術(shù)
2.2、加工制作工藝流程
2.2.1、加工準(zhǔn)備
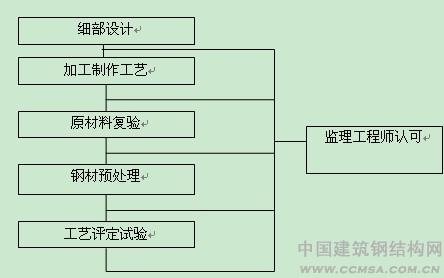
2.2.2 、鋼材預(yù)處理
對(duì)所有桁架鋼結(jié)構(gòu)中所用的鋼管和鋼板,將在切割加工前進(jìn)行預(yù)處理。鋼管在涂裝車間內(nèi)進(jìn)行拋丸除銹,鋼板則由鋼板預(yù)處理流水線進(jìn)行預(yù)處理,使鋼材表面粗糙度達(dá)到Sa2.5級(jí)后噴涂保養(yǎng)底漆,以保證鋼材在加工制作期間不銹蝕及產(chǎn)品的最終涂裝質(zhì)量。
2.2.3、放樣、下料
制作前根據(jù)細(xì)部設(shè)計(jì)圖紙,在放樣平臺(tái)上對(duì)搖擺柱進(jìn)行1:1實(shí)物放樣,定制加工樣板、樣條,以保證搖擺住制作精度。搖擺柱的下、下耳板及弧形箱梁上的所有構(gòu)件全部采用數(shù)控切割機(jī)進(jìn)行切割下料,保證下料數(shù)據(jù)準(zhǔn)確性。
由于網(wǎng)架節(jié)點(diǎn)均為焊接球節(jié)點(diǎn),桿件剖口切割質(zhì)量將直接影響到構(gòu)件的精度和焊接質(zhì)量。對(duì)此類接頭,采用鋼管加工流水線上配置鋼管相貫線切割機(jī)進(jìn)行切割下料,采用網(wǎng)架桿件專用剖口機(jī)進(jìn)行端頭剖口,誤差控制在1毫米以內(nèi)。
箱型桁架由兩根箱梁中間加圓鋼管支撐組成,圓鋼管下料采用日本丸秀工機(jī)株會(huì)社提供的HID-600EH相貫線等離子——火焰管材數(shù)控切割機(jī)進(jìn)行相貫線切割下料,本設(shè)備下料切割、坡口、精度控制均由計(jì)算機(jī)控制一次完成,精度誤差不大于1mm。
2.2.4、裝配
所有搖擺柱鋼管結(jié)構(gòu)現(xiàn)場(chǎng)拼裝前,均需根據(jù)圖紙及規(guī)范要求制作組裝胎架,并經(jīng)監(jiān)理檢驗(yàn)合格后,將已開坡口的鋼管和成型的斜、腹桿,按編號(hào)組裝、點(diǎn)焊定位。由于腹桿上、下弦管的組裝定位比較復(fù)雜,控制好腹桿的四條控制母線和相應(yīng)球節(jié)點(diǎn)的四個(gè)控制點(diǎn)至關(guān)重要,定位時(shí)要保證相同的腹桿在球節(jié)點(diǎn)上定位的唯一性。定位時(shí)應(yīng)考慮焊接收縮量及變形量,并采取措施消除變形,在組裝時(shí)還將吊裝耳板同時(shí)組裝。經(jīng)檢驗(yàn)合格后,進(jìn)行焊接。
箱型桁架的拼裝是在裝配平臺(tái)上放實(shí)樣進(jìn)行拼裝,并應(yīng)預(yù)放焊接收縮量(放至規(guī)范公差上限值即可)。采用仿形裝配法進(jìn)行裝配,即先在平臺(tái)上放實(shí)樣,按此實(shí)樣裝配出第一榀桁架,并施焊進(jìn)行定位,之后把此榀桁架吊走,再進(jìn)行第二榀的裝配,保證桁架的外形裝配尺寸一致。依此方法逐個(gè)裝配其他桁架。
2.2.5、焊接
在加工制作前,進(jìn)行焊接工藝試驗(yàn)評(píng)定和工藝方法試驗(yàn),嚴(yán)格按焊接規(guī)范JGJ81-91要求;在坡口形式、焊接程序、電流、焊層控制、焊接速度等方面進(jìn)行控制。通過焊接工藝實(shí)驗(yàn),找出適合于本工程特點(diǎn)的焊接工藝與方法。
2.2.6、涂裝
鋼結(jié)構(gòu)制作驗(yàn)收完畢后將在涂裝車間進(jìn)行“二次噴丸除銹”,然后再進(jìn)行噴涂富鋅底漆,柱腳耳板及支座采用熱噴鋅處理。
3、安裝施工技術(shù)
3.1、現(xiàn)場(chǎng)鋼結(jié)構(gòu)主體安裝部署
現(xiàn)場(chǎng)土建實(shí)際施工進(jìn)度安排是BC區(qū)域先完成,緊接著完成A區(qū)域,結(jié)合工期與經(jīng)濟(jì)合理性考慮,擬定主體鋼結(jié)構(gòu)施工分為三大塊進(jìn)行(見圖3)。
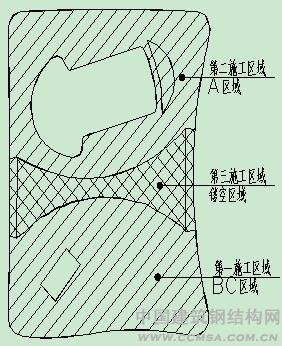
圖3 吉安文化藝術(shù)中心體分區(qū)圖 搖擺柱與焊接球網(wǎng)架施工技術(shù)
首先安裝BC區(qū)域的網(wǎng)架結(jié)構(gòu),接著安裝A區(qū)域網(wǎng)架結(jié)構(gòu),最后安裝鏤空區(qū)域的桁架結(jié)構(gòu)。
網(wǎng)架結(jié)構(gòu)主要施工方法:考慮到充分利用腳手架等施工措施,降低施工成本,確保施工安全。本工程施工基本采用搭設(shè)滿堂腳手架、在高空散裝的方法進(jìn)行施工。
鏤空區(qū)域桁架的安裝方法:在BC區(qū)域和A區(qū)域網(wǎng)架安裝完全后,在地面進(jìn)行桁架組對(duì),然后利用汽車吊安裝到位。最后安裝該區(qū)域外側(cè)的網(wǎng)架。在安裝網(wǎng)架之前應(yīng)搭設(shè)滿堂腳手架。
3.2、 安裝前的準(zhǔn)備工作
3.2.1、軸線、標(biāo)高復(fù)核
結(jié)構(gòu)安裝前應(yīng)對(duì)基礎(chǔ)軸線和標(biāo)高再次進(jìn)行檢查。
3.2.2、吊裝機(jī)具的選擇
本工程采用25噸、50噸、80噸汽車吊進(jìn)行吊裝,網(wǎng)架主要采用25噸汽車吊和現(xiàn)場(chǎng)塔吊進(jìn)行垂直和水平運(yùn)輸,鏤空部分桁架采用50噸、80噸汽車吊進(jìn)行吊裝安裝就位。
3.2.3、吊欄制作
現(xiàn)場(chǎng)高空存在部分節(jié)點(diǎn)焊接,在高空焊接時(shí),節(jié)點(diǎn)球焊接采用吊欄操作,鋼構(gòu)件安裝焊接時(shí),操作平臺(tái)主要以吊欄為主。吊欄用直徑20mm的鋼管制作。
3.3、鋼構(gòu)件的吊裝
本工程的大件吊裝主要分三大部分:一是屋蓋網(wǎng)架桿件和焊接球的吊裝,此部分吊裝數(shù)量最大,時(shí)間最長,影響整個(gè)施工進(jìn)度;二是搖擺柱的吊裝,三是鏤空部分桁架的吊裝。
3.3.1、屋蓋網(wǎng)架桿件和焊接球的吊裝
此部分單件吊裝重量較輕,在現(xiàn)場(chǎng)塔吊覆蓋范圍內(nèi)基本能采用塔吊進(jìn)行垂直與水平搬運(yùn)。在塔吊不能覆蓋的范圍內(nèi),采用25噸汽車吊進(jìn)行吊裝到19米標(biāo)高處的腳手架平臺(tái)上,然后利用人工搬運(yùn)到安裝位置。
根據(jù)總包提供的基準(zhǔn)點(diǎn)引伸到網(wǎng)架的各支座或柱腳,再根據(jù)本工程支承點(diǎn)的復(fù)雜性和較高的要求,將采用全站儀進(jìn)行測(cè)量定位,以確保各支承點(diǎn)預(yù)埋板的高差、中心軸線坐標(biāo)滿足要求,對(duì)有超過的支承點(diǎn)要及時(shí)修正,對(duì)定位的誤差要求不大于2mm,對(duì)安裝前各支承點(diǎn)的相鄰支承點(diǎn)高差不大于15mm,中心偏移不大于5mm,對(duì)最高與最低點(diǎn)高差不大于30mm,最大中心偏移不大于25mm。
對(duì)各預(yù)埋板采用水準(zhǔn)儀測(cè)量,確保預(yù)埋板平整,預(yù)埋板不平度(接觸縫)不大于5mm。
對(duì)經(jīng)過測(cè)量的各支承點(diǎn)的中心軸線都用黑線劃出,高差都在埋件邊上用數(shù)據(jù)標(biāo)出,所有測(cè)量結(jié)果都在圖紙中記錄,以便安裝時(shí)對(duì)構(gòu)件進(jìn)行適當(dāng)?shù)恼{(diào)整。
網(wǎng)架球節(jié)點(diǎn)的定位,由于是空間三維坐標(biāo)定位,在球節(jié)點(diǎn)下設(shè)置一可微調(diào)(調(diào)節(jié)幅度為10cm)的自制可調(diào)螺旋千斤頂,此調(diào)節(jié)機(jī)構(gòu)固定在工作平臺(tái)上,即可以作為網(wǎng)架安裝時(shí)的支撐點(diǎn),承受施工荷載,又可以調(diào)節(jié)網(wǎng)架球節(jié)點(diǎn)的坐標(biāo)(見圖4)。
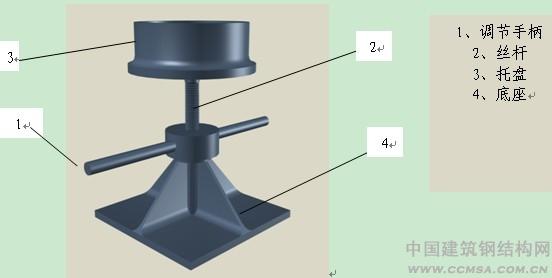
圖4 吉安文化藝術(shù)中心自制可調(diào)球節(jié)點(diǎn)定位螺旋千斤頂 搖擺柱與焊接球網(wǎng)架施工技術(shù)
3.3.2、桁架的吊裝:桁架最重位于東側(cè)靠近網(wǎng)架的一片,重約43噸,長度約40米。采用2臺(tái)80噸汽車吊抬吊(見圖5)。

圖5 吉安文化藝術(shù)中心 現(xiàn)場(chǎng)吊裝圖 搖擺柱與焊接球網(wǎng)架施工技術(shù)
最重桁架吊裝相關(guān)技術(shù)參數(shù):
吊車型號(hào):80噸汽車吊兩臺(tái);每臺(tái)站位回轉(zhuǎn)半徑5米、臂長24米,其每臺(tái)額定起重量32噸,考慮不平衡系數(shù),兩臺(tái)80噸汽車吊合計(jì)額定起重量為2臺(tái)×32噸/臺(tái)×0.75=48噸>43噸(桁架實(shí)際重量)。
架施工技術(shù)")
圖6 吉安文化藝術(shù)中心網(wǎng)架與桁架視頻圖
3.3.2、搖擺柱的吊裝
搖擺柱總共有3種規(guī)格。各種規(guī)格如下:Z1規(guī)格為φ500×14,單根重約3600?,共147根、Z2規(guī)格為φ500×22,單根重約5500?,共10根、Z3規(guī)格為φ600×14,單根重約4300?,共6根。吊裝采用25噸汽車吊(見圖7)。
架施工技術(shù)")
圖7 吉安文化藝術(shù)中心吊裝立面圖
25噸汽車吊在回轉(zhuǎn)半徑為10米,臂長25.5米時(shí)額定起重量為6.1噸,單根搖擺柱最大重量為5.5噸。25噸汽車吊能滿足搖擺柱吊裝要求。
搖擺柱臨時(shí)固定:對(duì)于直立搖擺柱采用腳手架進(jìn)行固定,在搖擺柱安裝到位后,利用腳手架鋼管和鋼絲繩固定在已經(jīng)搭設(shè)穩(wěn)固的腳手架上;對(duì)于斜向搖擺柱,采用鋼絲繩和鋼管支撐進(jìn)行固定,鋼絲繩一端與搖擺柱連接,另一端固定在腳手架或混凝土梁柱上。
4、結(jié)語
吉安文化藝術(shù)中心工程制造工藝復(fù)雜、安裝施工難度大。中南鋼構(gòu)公司精心組織、精心施工、解決了制造與安裝施工中的一系列技術(shù)與工藝難題。質(zhì)量好,進(jìn)度快,安全施工。受到了吉安市政府的表揚(yáng)和各方一致好評(píng)。為大型綜合文化藝術(shù)類建筑建設(shè)積累了寶貴的經(jīng)驗(yàn)。
架施工技術(shù)")
圖8 吉安文化藝術(shù)中心俯視圖
參考文獻(xiàn)
[1]尹顯奇主編.鋼結(jié)構(gòu)制作安裝工藝手冊(cè).ISBN7-80177-538-4.
[2] 中華人民共和國國家標(biāo)準(zhǔn).鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范(GB50205-2001).北京:中國計(jì)劃出版社,2001.
[3]傅積和,孫玉林.焊接數(shù)據(jù)資料手冊(cè).ISBN7-111-03862-2/TG•854.
[4]中華人民共和國行業(yè)標(biāo)準(zhǔn).建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程(JGJ81-2002,J218-2002).北京:中國建筑工業(yè)出版社,2002.
[5]李星榮,魏才昂,李和華等.鋼結(jié)構(gòu)連接節(jié)點(diǎn)設(shè)計(jì)手冊(cè).ISBN7-112-07076-7.
作者簡介:沈海英(1975-),浙江中南建設(shè)集團(tuán)鋼結(jié)構(gòu)有限公司綜合計(jì)劃處處長,主要從事計(jì)劃調(diào)度管理工作。
聯(lián)系地址:浙江省杭州市濱江區(qū)長河街道(310052)。
下載附件需要消耗0點(diǎn),您確認(rèn)查看嗎?







 :
: