



鋼結構技術論文



摘 要:廈門西站房屋面采用巨型空間桁架支撐網架結構體系,站房屋面網架部分的下弦,兩個方向不在同一標高平面上,這種不等高桁架結構形式在國內首次采用,通過對桁架自身的受力進行研究論證,先后淘汰了高空原位拼裝、400T履帶吊跨外吊裝等方案,最終決定采用計算機液壓分塊整體提升施工技術。經科學組織、精心施工,成功的完成了本工程的施工任務。
關鍵詞:不等高桁架;分塊;整體提升;質量控制
1工程概況
1.1工程總體概況
新建的廈門西火車站是國家“四縱四橫”鐵路客運專線——沿海快速鐵路通道上的一個重要客運站,是福廈、廈深、龍廈、鷹廈4條鐵路線交匯點,共設6站臺12股道,建成后將成為福建省最大的鐵路客站。工程總建筑面積162409m2,其中站房109028m2,站臺雨棚面積為53381m2。為高架候車與線下出站式布局,旅客流線采取“上進下出”的形式,將車站分為出站層、站臺層、高架層三個層面,建筑總高度達66.78m。站房高架候車廳跨度132m、長度220m,候車廳無柱,是國內數座站橋合建的線上式站房之一,其施工技術難度大、科技含量高,是目前國內跨度最大的鐵路站房,詳見圖1。

圖1 站房整體效果圖
1.2不等高桁架屋面概況
站房屋蓋設計采用“大跨度空間鋼桁架+雙向正交鋼管桁架”結構,沿平行于鐵軌方向的C、E、F、H軸設置四榀大跨度空間鋼桁架,鋼桁架支撐在兩端的勁性混凝土A型塔柱上,充分體現了閩南民居“燕尾脊”的意念,其中站房高架候車室上部鋼結構屋面采用雙向不等高正交鋼管桁架,屋面設計曲線造型高低處落差達16m,南北向跨度為44m及55m,東西向跨度為132m,網架部分的下弦,兩個方向不在同一標高平面上,高差相差800mm,這種不等高桁架結構形式在國內首次采用。如圖2~圖4所示:

圖2 高架候車室上部鋼結構屋面平面布置圖(1/2區域)

圖3 局部模型示意圖

圖4 不等高桁架豎腹桿節點圖
2.施工特點及難點
2.1本工程桁架下弦雙向不等高,拼裝及吊裝過程中如何消除由于不等高桁架局部桿件受力不均而造成破壞的現象是工程施工的一大特點及難點;
2.2提升吊點設置在屋蓋兩側的主桁架上,其中主桁架二自身為超長輕薄大跨度鋼管桁架(跨度132m,高度23.8m,寬度僅1m),故施工中既要考慮屋蓋自身分塊單元的穩定性又要充分考慮提升過程對兩側主桁架的受力影響,將屋面桁架如何進行分塊及合理的提升順序,將屋蓋安裝對主桁架二的變形控制在其設計允許的范圍內又是本工程施工的一大特點及難點;
2.3采用本施工技術較傳統的原位拼裝及跨外吊裝,減少了大量的腳手架支撐及大型機械投入量,降低了材料及設備的投入成本;
2.4屋面鋼結構吊裝、組對、焊接、防腐及測量校正等大量工作均可在組拼胎架上完成,減少了大量的高空作業,有效的提高了屋面鋼結構施工的整體質量及工期要求。
3.施工技術流程
施工準備→小拼單元拼裝→中拼單元拼裝→整體提升→合攏段安裝→卸載→應力應變監測
4.技術操作要點
4.1施工準備
4.1.1構件進場驗收
考慮運輸問題,在加工廠將所有屋面桁架按豎腹桿(SFG)進行分類做成小段運至施工現場,因種類繁多,為避免二次倒運,桿件進場一定要根據每一榀桁架所需要的桿件配套進場,確保桁架拼裝順利。
(1)桿件出廠合格證及各種標記是否齊全,尤其是多面相貫的節點部位在出廠時要在管口用洋沖做好管口的上下左右標記,能夠大大提高現場拼裝人員的效率;
(2)各桿件的幾何尺寸如長度、圓管的管壁厚度及直徑,平直度等;
(3)核對相貫口剖口尺寸及角度是否正確;
4.2小拼單元拼裝
桁架自身跨度較大(44m及55m),為便于運輸及吊裝,將每榀桁架分成三個單元在胎架上部進行臥拼,小拼時將三個單元同時放樣、同時拼裝,分段點部位采用臨時點焊固定,拼裝流程為:
測量定位→胎架制作→豎腹桿定位→上下弦桿及斜腹桿拼裝→焊接→脫胎→對胎架進行復核校正→下一榀桁架的拼裝
4.2.1測量定位:次桁架單元為弧形,拼裝前應根據桁架的尺寸,在拼裝平臺上放出管桁架主管的外形線及接頭處各支管位置的投影線;
4.2.2胎架的制作:胎架要能夠承擔桁架自重、拼裝桁架荷載及其它施工荷載,要有足夠的強度、剛度和穩定性;胎架高度應便于全位置焊接,本工程高度設置為800mm。先將鋼管桁架主管吊上胎架,以平臺所劃出外形線及投影線為基準安放到位,進行弦桿及支管的對接和焊接,每榀胎架設置的同時還要考慮到脫胎及運輸的方便可行;
4.2.3拼裝:
利用汽車吊將每一榀豎腹桿吊裝至胎架上,并控制好接口位置,用調節鋼板及限位板調節其標高和平面位置后進行點焊固定,然后用同樣的辦法將上下弦桿吊裝至胎架上進行測量定位,最后連接斜腹桿。全部點焊固定后,重新進行復測,滿足精度要求后再進行焊接,如圖5所示。
斜腹桿安裝前要注意上下弦桿隱蔽焊縫要先進行焊接,由于桁架拼裝段長度較長,考慮到焊接收縮對桁架長度的影響,因此每一段的長度應控制在比設計長度長3-5mm。

圖5 小拼單元拼裝
4.2.4焊接:焊接前根據本工程的施工特點進行焊接工藝評定,并編制詳細的作業指導書。拼裝單元的焊接由中間向兩邊對稱焊接,焊接順序如圖6所示,禁止同一根桿件兩端同時焊接。

圖6 焊接順序圖
4.2.5脫胎:焊接完成經驗收合格后即可將每一片桁架單元進行脫模裝車運至現場進行中拼單元的組對,吊離胎架前應對每一個拼裝單元對接口部位使用角鋼進行臨時加固,防止由于運輸碰撞及應力收縮造成桿件變形。桁架脫離胎架后要重新進行測量復核校正,方可進行下一榀桁架的組裝。
4.3中拼單元拼裝
中拼單元即提升分塊單元,使用Midas軟件進行模擬分析并綜合考慮各分塊單元在提升過程中對已安裝就位主桁架的影響,達到安全、科學的提升目的,如圖7、圖8所示,將屋面一(二)、屋面三(四)各分為5個提升分塊單元。

圖7 屋面一(二)提升分塊單元

圖8 屋面三(四)提升分塊單元
4.3.1每一個提升分塊單元按由中間向兩側對稱拼裝,如圖9所示:

圖9 提升分塊單元拼裝順序圖
4.3.2由于桁架兩端最大高差達到16米,在頂板上部不便搭設胎架,且高差較大胎架穩定性很難保證。如圖10所示將桁架調整至一定角度,使桁架兩端處于同一平面上,能夠很好的進行提升分塊單元的拼裝。

圖10 桁架調整角度拼裝圖
4.3.3注意事項
(1)拼裝前要嚴格檢查單元構件的長度、曲線度,發現有不合格及變形的桿件要立即進行整改;
(2)胎架自身的水平度、垂直度、剛度及穩定性要有保證;
(3)桁架垂直度的控制,可采用調節攬風繩的方法,在未形成穩定剛度單元前在桁架兩側對稱拉設2-4組攬風繩,攬風繩固定處設手拉葫蘆,通過手拉葫蘆調節攬風繩的長度,從而達到控制桁架垂直度的目的;
(4)在拼裝單元對接部位兩側各1m位置處設置支撐胎架,可有效地保證對接口拼裝焊接的精度;
(5)拼裝完畢后,用全站儀及吊線錘的方法檢驗桁架的起拱度和垂直度。
4.4整體提升
每個桁架單元采用4點提升,提升上吊點分別設置在已安裝就位的ZHJ1、ZHJ2和ZHJ3上。
4.4.1提升能力計算
每一個提升分塊單元重量約為100噸,四點提升每點吊重為100/4=25噸,使用40噸千斤頂提升,利用系數25/40=62.5%,滿足提升功能要求。
4.4.2提升前準備
(1)ZHJ2防變形措施
為減少屋蓋各分塊單元在提升過程中對超長輕薄ZHJ2側向穩定性的影響,防止其產生較大的變形,在原ZHJ2提升中設置的9組1.28x1.28m格構式標準節支護格構架不拆除,將其調整為標準節頂部高于桁架下弦水平主管,與桁架下弦主管加固連接,以此來增加桁架本身的受力支點,進而確保了屋面分塊單元在安裝過程中主桁架的側向穩定。如圖11所示。

圖11 ZHJ2臨時支撐加固圖
(2)其它需檢查及注意的事項:
①分塊單元所有一、二級焊縫已經經過探傷,并驗收合格;
②分塊單元結點補漆工作完成,并通過驗收;
③主桁架變形已經測量,并在設計及規范的允許偏差范圍內;
④提升工裝已經通過驗收,工裝附近腳手架操作平臺已經搭設完畢;
⑤提升單元與所有支架、胎具等的臨時固定已經取消;
⑥聯系桿安裝用腳手架已經搭設完畢,安全網已經到位和安全繩已設置好;
⑦提前做好天氣資料收集,確保提升過程中不下雨,風力不大于5級。
4.4.3吊點的選擇
(1)提升點平面布置如圖13所示(圖中1A-*、1B-*及2A-*、2B-*點);
(2)提升點上錨及下錨形式如圖12、13所示:

圖12 提升上錨點定位形式

圖13 提升下錨點定位形式
4.4.4根據提升點的布置及提升工裝的確定,施工前要對各個提升工況下整個屋蓋完成后的受力和變形進行仔細的分析和計算,采用MIDAS程序,輸入相關參數(上下錨點構造圖),建立計算模型,給定荷載值,準確地計算出各個工況下,屋蓋及兩側主桁架的受力狀態,從而合理確定按每一個提升分塊單元提升次序:即屋面一(二)由中間向兩邊提升、屋面三(四)由兩邊向中間提升,按如圖13所示從提升段1至提升段10逐個分塊單元吊裝。
根據計算結果,整個屋面安裝過程中結構最大x向位移為0.45mm,最大y向位移為30.8mm,最大z向位移為-28mm且所有結構桿件應力比均不超過0.5。說明結構桿件在按照上述提升工況下是安全可靠的。
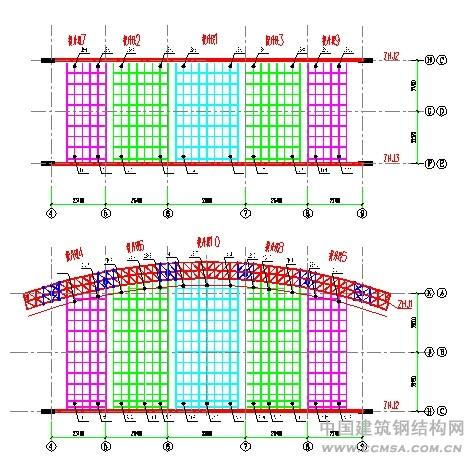
圖13 各分塊單元提升次序圖
4.4.5整體提升實施階段
4.4.5.1試提升
所有準備工作完成后,認真檢查提升系統的工作情況(提升油缸、鋼絞線、液壓泵站、計算機控制系統等),啟動液壓泵,使各鋼絞線從自由狀態下逐步拉緊,適當調高油壓,當提升桿基本都受力拉直時,再觀察提升工裝與鋼桁架連接處及鋼絞線與千斤頂之間的錨固有無異常情況。
一切正常后,試提升使桁架脫離拼裝胎架,提升300-500mm,懸停12小時,如圖14所示,對整個提升系統進行充分檢驗,查看有無異常,方可正式提升。
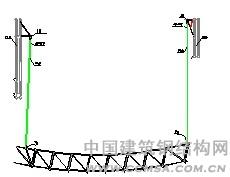

圖14 試提升階段
4.4.5.2調整桁架角度到達設計角度。因桁架本身為曲線造型,高度相差約16m,將桁架提升起來后,保持一側提升停止,緩慢提升另一側千斤頂,調整桁架高差達到原設計曲段,懸掛鋼尺,使用水準儀觀測提升高度,使整個桁架處于就位角度,如圖15所示。
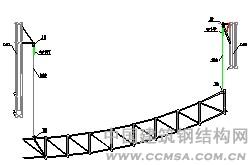

圖15 調整桁架角度至設計角度
(3)正式提升:保持提升速度在4m/h左右,將桁架兩側四點千斤頂同步整體提升至預定高度,如圖5.3.4.4-3所示,考慮到控制系統下降的風險性較大,提升結束位置要稍低于理論標高值,最后采用全站儀或經緯儀進行精確調整至設計標高。


圖16 正式提升
4.5合攏:提升完成精確定位后,結構體系仍處于不利狀態,須抓緊時間施工與主桁架相連接的預留桿件,使得提升段與結構主體間能夠可靠連接。
4.6卸載
4.6.1卸載的前提條件
(1)所有與兩側主桁架連接的桿件已全部安裝并焊接完成,設計要求需進行UT探傷的部位檢測合格;
(2)卸載當天風力要求不大于5級;
(3)卸載前要用測量儀器對提升單元的穩定性進行監測,確保其在水平和豎直方向沒有相對位移反復出現的情況下,可以卸載;
(4)對參與卸載的施工人員進行詳細交底,嚴格按照方案執行,聽從現場總指揮統一協調,確保卸載過程在安全有序的條件下進行。
4.6.2卸載方法
對桁架提升點采取分級卸載的方法,卸載比例為30%、30%、20%、20%;
4.6.3每一步的卸載完成后,要用全站儀對兩側的主桁架以及屋面結構受力較大的部位進行變形監測,待監測完畢無大的變形后方可進行下一步的卸載;
4.6.4卸載完成后拆除液壓提升設備。
4.7應力及位移監測
為保證屋面不等高桁架在整體提升過程的安全性和可靠性,在提升過程中對其自身結構及兩側提升支撐主桁架的應力和位移采用有限元數值模擬分析。根據鋼結構屋面上關鍵受力部位的應力以及位移監測數據,確定數值模擬與實測值的差異;將數值模擬與實測相結合,對結構安全性作出評估,并跟蹤監測在施工各階段主要受力構件的內力和變形,發現問題及時解決,以保證結構安全。
應力監測系統采用在構件上安裝鋼弦式傳感器進行,本工程高架候車室上部屋面鋼結構共布設應力測點40個,位移測點24個。測點隨工程進度在所在桁架提升或吊裝前通過焊接安裝。
監測過程主要針對結構在提升前后、支撐體系拆除前后、以及后期荷載和溫度等變化導致的結構桿件內力和變形的變化而進行。監控數據為提升動作指令的發出提供了強有力、科學、有效的依據。圖17所
示為其中一個監控點在某一施工工況下的應力曲線監控數據值。
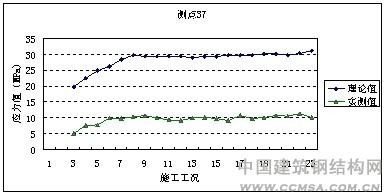

圖17 整體提升過程中某一個監控點的應力曲線變化模型
5質量控制
5.1桁架結構允許偏差

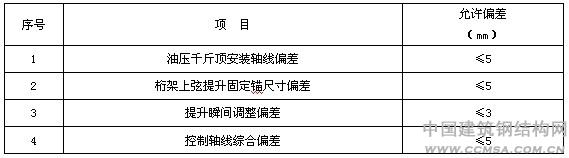
5.2提升軸線控制偏差
6安全控制
6.1進入施工現場所有施工人員必須帶好安全帽,高空作業必須系好安全帶、穿防滑鞋。特殊工種(如起重工、電焊工、電工、架子工、信號工等)必須持證上崗,嚴格執行本工種安全操作規程;
6.2起重設備的行駛道路必須堅實可靠,嚴禁超載吊裝及歪拉斜吊;
6.3施工前應對吊裝用機械設備、吊具、索具等進行檢查,凡不符合安全規定的,嚴禁使用;
6.4高空作業人員使用的工具及安裝用的零部件,應放入隨身佩帶的工具袋內,嚴禁在空中拋擲;
6.5焊接作業要有動火證、設置接火盆,作業區域下方要將可燃物清理干凈并配置看火人及一定數量的滅火裝置;
6.6吊裝作業范圍內應設置警戒線,樹立明顯的警示標識,非工作人員嚴禁入內;
6.7所有設備在提升前均要進行保養、檢查,千斤頂要經過保養清洗并經壓力試驗方可使用;
6.8提升用鋼絞線在使用前要進行細致的檢查鑒定,有無斷絲和電焊損傷情況;
6.9施工過程中應避免交叉作業,當無條件避開交叉作業時,不得在垂直方向上操作,下層作業的位置必須處于上層可能墜落的范圍之外;
6.10在各個提升千斤頂周圍用架子管搭好平臺并配好護欄、防護網及生命線等,以保證施工人員的操作安全和方便。
7施工效果
廈門西站房大跨度不等高正交鋼管桁架屋面鋼結構的安裝,采用了分塊整體提升技術。綜合運用本工法,使本工程無論在經濟效益、社會效益還是在技術水平、工程進度等諸多方面都取得了明顯的效果,為今后施工類似工程提供了成功的范例和寶貴的經驗。
7.1鋼屋蓋采取在樓面分塊拼裝、整體提升技術,與常規施工方案相比,可明顯節約大量的拼裝用腳手架、胎架及大噸位吊車跨外吊裝的成本;
效益分析對比表

7.2在已就位的桁架上設置提升吊點,對屋蓋進行分塊并采取合理的吊裝順序,同時采用支撐格構架對超長輕薄桁架進行支撐加固,可大大降低由于屋蓋施工對主桁架整體穩定性的影響,從而將主桁架的受力變形控制在設計及規范允許的范圍內;
7.3樓面拼裝、組對及焊接,施工測量方便,誤差減小,施工精度和質量更為可靠;
7.4可及時為其它施工工序(如土建、機電安裝等)提供工作面,為總工期的保證提供了有力條件;
7.5使用CO2氣體保護焊與傳統的手工電弧焊相結合的混合焊接作業方式,CO2氣體保護焊熔化率高、熔敷速度快、質量易保證,生產效率比手工焊高3倍。由于焊接工序是制約本工程施工進度的關鍵環節,焊接生產率的提高大大縮短了整個工程的工期,縮短工期約18%;
7.6施工過程中對主要受力桿件進行了應力、應變及位移監控,很好地驗證了設計、施工方案的可行性,為今后施工類似工程提供了重要的參考價值。
參 考 文 獻:
【1】 冶金工業部建筑研究總院.GB50205-2001.鋼結構工程施工質量驗收規范[S].北京:中國建筑工業出版社,2002.
【2】 中國建筑科學研究院.GB50009-2001建筑結構荷載規范[S].北京:中國建筑工業出版社,2002.
【3】 JGJ81-2002建筑鋼結構焊接技術規程[S].北京:中國建筑工業出版社,2003
【4】 羅堯治,沈雁彬,童若飛,等.空間結構健康監測與預警技術[J].施工技術,2009,38(3)
作者簡介:伍中平(1970-),中鐵建設集團有限公司北京公司副總經理、總工程師,高級工程師,主要施工項目管理及鋼結構的施工技術研究。
聯系地址:北京市石景山區石景山路20號(100043)。
 :
: