



鋼結構技術論文



摘 要:蘇州市相城區華元路元和塘景觀人行橋鋼橋梁為828m大跨度圓弧箱型鋼橋梁,橋梁最大跨度50米。橋梁組裝工藝、焊接節點復雜,焊接工程量大,底部弧形板弧度大,質量要求高。本公司針對該工程的特點及圓弧箱型梁的結構形式,探討了不同焊接順序和制作工藝、措施對構件最終尺寸精度及焊接質量的影響,并根據現有施工機械設備及施工措施,利用仿真模擬計算,進而控制、優化施工工藝。
關鍵詞:大跨度鋼橋梁,計算機仿真模擬
1.概述
1.1工程概況
本橋梁工程是位于蘇州市相城區華元路塔橋北面商業區內的一座景觀人行橋梁,由蘇州市市政工程設計院有限責任公司設計。橋梁平面呈飄帶形布置,兩次跨越元和塘河道,將東西商業區連接成一個有機整體(圖1)。河道內設置2個親水平臺,延線共設置5處上下橋人行樓梯(含2個親水平臺上下橋樓梯)。該項目橋墩為鋼筋混凝土橋墩,橋梁為鋼結構箱型梁,橋面為混凝土+防腐松木橋面,支座采用WBPZ(KL)系列抗震盆式橡膠支座。

圖1 蘇州市相城區華元路元和塘景觀人行橋效果圖(大截面圓弧箱型鋼橋梁制作)
鋼橋梁全長828m,橋寬4.0m,橋箱梁高1.2m,1.5m,1.2~1.5m三種形式組成,總噸位達1600
多噸,鋼板厚度為14~20mm。引橋鋼板材質為Q235B,主橋鋼板材質為Q345C。全橋共設12聯,每一聯形式各異,造型復雜。
本工程鋼結構截面形式如下(圖2)
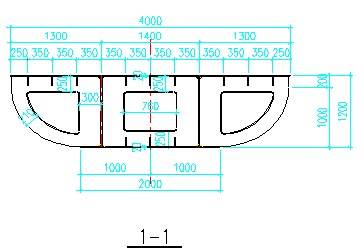
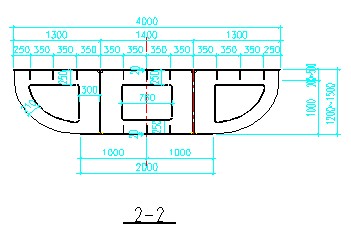
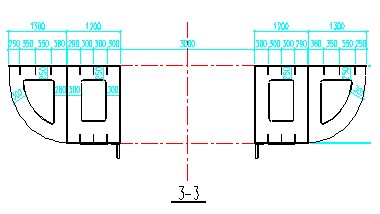
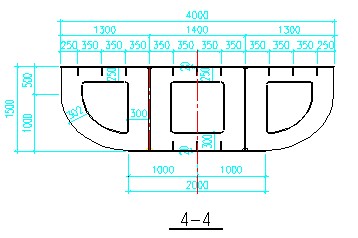
圖2 大截面圓弧箱型鋼橋梁截面
1.2 關鍵技術問題
本工程大截面圓弧箱型梁重量重,體積大,圓弧箱型梁在胎架上制作時容易使胎架造成下繞,因此在胎架制作前必須進行驗算,確保構件對在胎架施壓時,撓度控制在1mm之內。
由于胎架需反復利用,因此每次制作前均需安排技術人員對胎架制作平面平整度進行復測,平整度允許偏差控制在±1mm,如有偏差及時調整。
箱梁的下底面為弧形板件,寬度大,在卷板前需要清除鋼板表面氧化皮,并涂上保護膜,卷圓時采用吊車配合,減少鋼板因自重而使已過的鋼板回直。
根據工程實際情況,確定焊接的大致順序,并用ANSYS三維仿真軟件計算取的最優的焊接順序。能在總體拼裝前能焊接完成的零件,事先焊接完成,可以用機器自動焊的焊縫盡量由機器焊,減少手工焊人為影響因素。
2 制作確保胎架平面精度
2.1 確定胎架大小
根據方案確定大截面圓弧箱型梁分段后最大弦長為13.7m,最大高度為1.5m,最大寬度為4m,所以我們確定新胎架面積最小為14m×4m=56㎡。鋼箱梁最重為21.928t。
我們根據這些原始數據,并且控制胎架撓度為1mm,設計出胎架和有足夠承載力的平臺基礎。
胎架截面如下(圖3):
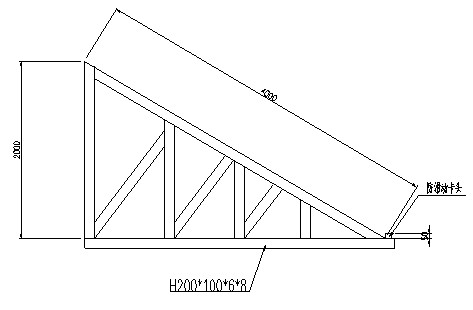
圖3 胎架截面(大截面圓弧箱型鋼橋梁制作)
2.2布點,抄平
在胎架平臺上部點(圖4),總共15×7=105個點,LINE1—LINE5,每一行用水準儀測量其統一標高,LINE6與LINE7,先用數學公式計算出相鄰點之間的高差,然后用水準儀測量每個點的標高,核對相鄰點之間測量高差與計算高差的差值。
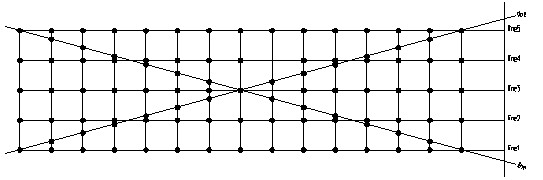
圖4 胎架制作平面測量布點圖
制作完一段鋼箱梁后重新抄平并詳細記錄,如合格率低于95%,調整加固至合格率達到95%后制作下段鋼梁。
3 卷板機預彎精度控制
由車間技術負責人制定卷板機操作規程,經單位總工批準后實施,并將交底到施工班組長。
減小導軌的摩擦系數,安排工人在每次卷板完成后,用鏟子修刮導軌,用鐵砂皮去繡去毛刺,使兩接觸導軌接觸面積大于75%,調好鑲條,使油槽潤滑油暢通等。
在卷板前清除板材表面的氧化皮,并涂上保護涂料,為了減少鋼板因自重而使已過的鋼板回直。
我們用一臺10t的吊車配合卷板機工作(圖5),并且安排工人不斷測量圓弧內側弧度,吹掃剝落的氧化皮。
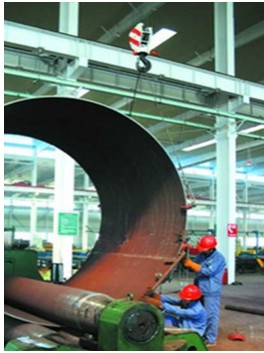
圖5 工人的卷板過程
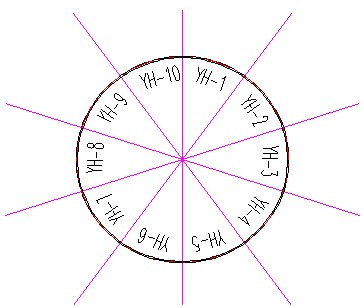
圖6 模板分段對比示意圖(大截面圓弧箱型鋼橋梁制作)
用數控機床按照卷板所需形狀,制作了1/10圓的薄鋼板模板(圖6),用模板和卷板后成型的零件進行了對比。
為對彎折后圓弧形零件的精度由原來的76%提高了了94%,雖然合格率沒達到100%,但這樣的彎折方法大幅度的提高了圓弧形零件的精度。
4、采用有限元ANSYS三維仿真軟件確定最優的焊接順序
工程中焊接變形,主要是由焊接過程中的不均勻的熱影響產生的。焊接殘余應力是引起焊接變形的根源,沒有焊接殘余應力的存在就不會產生焊接變形。根據工程實際情況,制定合理的焊接順序和方向,可使局部的焊接變形變小或者抵消,從而達到減小整體變形的目的。
鋼箱梁主要焊縫由(圖7)1-8號焊縫組成,我們先由車間技術人員根據工程實際情況編寫焊接方案,并根據焊接方案用ANSYS大型三維有限元軟件進行論證。
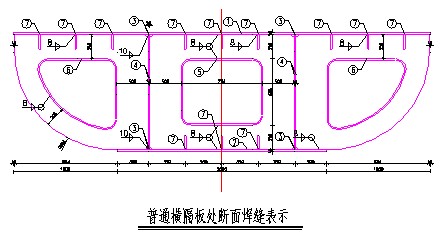
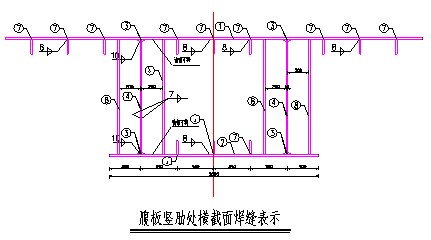
圖7 焊縫示意圖
本工程中鋼箱梁面板的寬度為4米,底板的寬度為2米。且面板一側的零件及焊縫較底板多,所以先確定組裝面板一側零件后翻身焊底板一側零件為大方向。
焊接順序(圖8)主要為7-3-1-4-2,焊接原則為相同焊縫應同時對稱焊接 ,并由中間向兩邊,多人同時施焊。
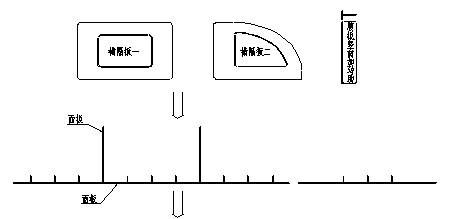
圖8 焊接順序示意圖
確定了具體焊接順序后,采用用ANSYS軟件進行了論證(圖九),論證結果表明變形量控制在理想范圍。
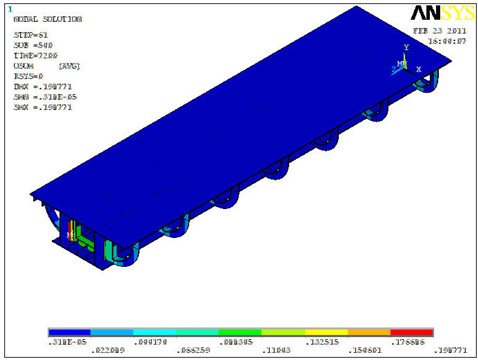
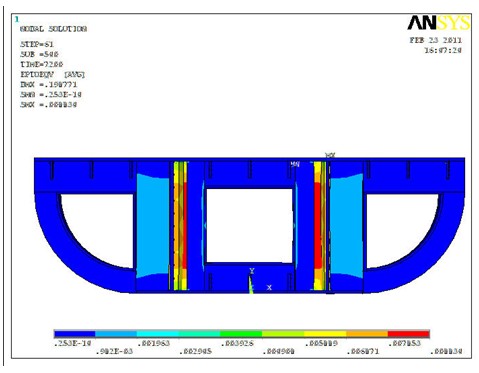
圖9 ANSYS分析結果
實際操作過程中考慮減少T200×100×14×14的T型腹板豎向加勁肋因焊接產生的變形和實際加工制作的方便,車間直接加工成H405×100×14×14的H型鋼(圖10),而后采用分段切割的方法根據實際長度切割成T型腹板豎向加勁肋。

圖10 T型腹板豎向加勁肋成型圖
這樣可以減少整體組裝時的一條豎向焊縫和避免因工人焊接水平差異而造成的焊接缺陷。同理,能夠整體組裝前就可以單獨制作完成的零部件均提前制作完成。
焊接完成見下圖(圖11):

圖11 大截面箱型梁焊接成型圖
5 工程應用情況
由我司大截面圓弧箱型梁的制作工藝成功應用于大截面圓弧箱型梁鋼結構的制作,提高了我國的鋼結構加工技術水平,為我司焊接工藝完善提供了依據,提高焊接效率和焊接質量。
此次我司大截面圓弧箱型梁的加工制作質量、尺寸精度均符合規范,為現場安裝提供了可靠的技術保障,從而保證了元和塘景觀人行橋這樣的集團公司重點項目的質量和工期,得到業主和總包的好評與嘉獎,為以后制作大截面圓弧箱型梁打下堅實的基礎。
6 結 語
蘇州市相城區元和塘景觀人行橋工程經過三百多天的艱苦奮戰,終于圓滿地完成了預定的目標任務,我們深深地感受到,在上級領導和業主的關心與支持下,在監理部門的緊密配合下,我們的精誠團結下, 通過改進施工方法方法,在竣工驗收中,一次性通過驗收,受到建設單位、監理單位和上級主管部門的一致好評。為企業施工同類類型工程提供了寶貴的資料。

圖12 制作完成的大截面箱型梁
參考文獻
[1]《鋼結構工程施工質量驗收規范》GB-50205
[2]《建筑鋼結構焊接技術規程》JCJ81
(蘇州二建建筑集團有限公司鋼結構工程公司,江蘇 21500)
 :
: 