



鋼結構技術論文



摘 要:蘇州科技學院新校區體育館為61.6m大跨度管桁架鋼結構,拼裝工藝、相貫焊接節點復雜,焊接工程量大,質量要求高,在施工中采用地面拼裝,整體吊裝的施工方法,由于采取了科學、合理、可靠的技術和有效的質量控制,成功地施工了該項工程,滿足了施工和設計要求。
關鍵詞:大跨度;管桁架;地面拼裝;整體吊裝;雙機抬吊質量控制
1 概述
1.1 工程概況
蘇州科技學院新校區體育中心工程分為體育場、籃球館以及訓練場三部分。
籃球館為79.2m×79.2m的正方形場館,主桁架由10榀管桁架組成,次桁架由空間曲面管桁架組成,主桁架與次桁架正交。屋蓋最高點標高22.22m。其中主桁架有7榀為整體大跨度單榀桁架,長度大約為61.6m,兩端支撐于混凝土柱頂;2榀為單片邊桁架,支撐于結構周邊混凝土柱頂;最西側為一榀懸挑空間三維桁架。主桁架最重一榀約為21.6t。
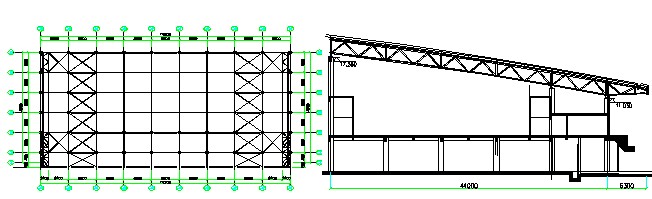
圖1.1 籃球館平面圖和立面圖
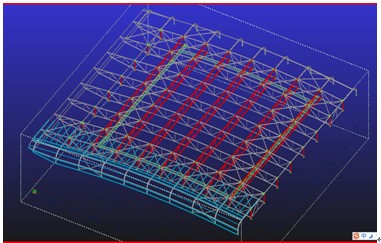
圖1.2 籃球館三維平面圖(大跨度管桁架安裝施工)
1.2 關鍵技術問題
1.2.1 本工程單榀桁架寬度大,重量重,桁架設計標高高,且現場兩側的看臺已經完成施工,施工場地極為狹小,對吊裝方法的選擇及吊裝工藝的要求非常高。
1.2.2 本工程主桁架、次桁架、支撐結構節點均為管材相貫節點,精度要求高,安裝難度大,需對焊接工藝、高空桁架垂直度控制等技術問題進行研究,解決空間相貫曲面拼接的技術難點,確保制作加工和安裝質量。
1.2.3 在制作、運輸和安裝的整個過程中,必須對不同工況的受力情況進行分析,以確保質量和安全。
1.2.4 為解決構運輸問題,分解成小桁架片的構件需在現場重新總拼,必須解決總拼胎架的水平度,確保桁架在拼裝時不發生變形。
為了更好的解決上述關鍵技術問題,我們主要從吊裝方法的選擇、吊裝前準備及吊裝階段質量控制要點等幾個方面進行分析。
2 吊裝方法的選擇
針對該工程鋼結構跨度大、自重大、高度高等特點并結合施工場地情況,我司結合以往類似工程的施工經驗和國內大跨度鋼結構安裝施工的工程實例,進行了多方案的比較分析;目前國內大跨度、大噸位鋼構件的安裝一般可采用高空散拼成形、整體吊裝、整體提升及整體頂升、分段吊裝高空拼接、高空滑移等方法,并可分為跨內吊裝和跨外吊裝。各種吊裝方法的特點和優缺點比較如下表所示:
表2.1 多種吊裝方法對比
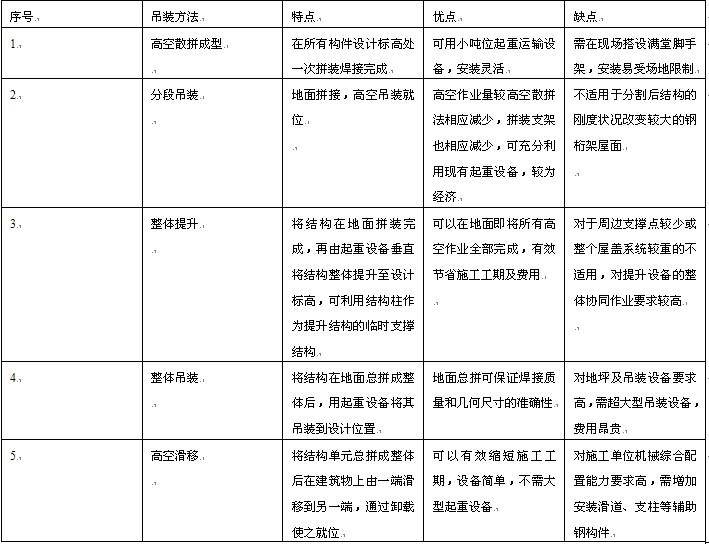
綜合分析了該工程的具體情況,結合各種吊裝方法的特點和優缺點,并考慮現有的機械設備情況、施工工期等要求,我司確定了地面總拼再整體吊裝的施工方案,即將主桁架在事先制作好的胎架上總拼成整體,再采用雙機臺吊將管桁架吊裝至設計位置,最后完成次桁架及輔助結構的安裝。
3 吊裝前準備
3.1 桁架拼裝
由于本工程單榀管桁架長度達到61.6m,主桁架高3.6m,處于運輸方便的考慮,加工時將單榀管桁架截成6小段桁架片,運至現場后在焊接成整榀桁架,因此必須在拼裝前搭焊接平臺。焊接平臺由多組“馬凳”組成,“馬凳”選用16號槽鋼焊接而成,高度1m,長度4.5m,如圖•3.1所示。
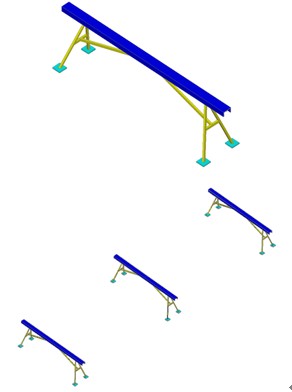
圖3.1 馬凳示意圖(大跨度管桁架安裝施工)
拼裝時在現場靠結構端,選取一塊4.5m×30m場地,并平整墊實,作為拼裝平臺的場地,然后將馬凳依次放置在地坪上。桁架采用臥拼的方法在胎架上總拼。為使桁架不產生彎曲變形,胎架的水平度就成了關鍵。因此馬凳放置就位后馬上抄平,用水準儀監測馬凳表面是否在同一水平上,發現局部有沉降時及時調整標高,確保每一個馬凳在同一標高上。同時當桁架放上胎架后用水準儀監測馬凳沉降是否均勻,及時調整桁架每一處接縫處的標高,確保每段桁架的水平度。

3.2 桁架焊接
主桁架的焊接是該階段第二個關鍵環節,總長61.6m的桁架分為6段,在上、下弦桿上共計有10處焊縫,再加上腹桿焊縫等,焊接工作量非常大,且所有桁架對接縫均為一級焊縫,焊接工藝要求較高。焊接前,我司工程技術科會同工程管理科專門編制了專項焊接方案,并對每一名操作工人進行技術交底,確保每一名工人都能熟練掌握焊接工藝。
在焊接過程中,制定了以下注意點:
3.2.1 由工程科進行焊接工藝評定,并制定相應的焊接工藝評定報告并報第三方評審。
3.2.2 嚴抓對焊接過程的檢查。檢查內容應包括:母材及焊材種類、焊接位置、焊工接順序、焊縫質量等。
3.2.3 嚴格把住接頭裝配質量關。接頭的裝配質量包括:坡口質量,根部間隙,對口錯邊量等幾個方面。
3.2.4 當焊接表面潮濕、有油污,焊接環境溫度過大或焊接部位受風、雨、雪直接侵襲時,都無法保證焊出高質量的焊縫,因此焊接確保母材干燥,避免在天氣惡劣的情況下進行焊接作業。
3.2.5 焊接過程中為減少焊接應力,防止產生焊接裂紋,嚴格按照標準規定要求對焊接部位進行預熱,在整個焊接過程中隨時加熱以保證焊縫道間溫度并一次焊完一條焊縫,在焊接完成后及時按標準要求進行后熱。
3.2.6 焊接過程中我司嚴格按照專項焊接方案中規定的焊接順序進行,即先焊主弦桿管與管之間的對接焊縫;再焊斜腹桿與主弦桿的相貫焊縫、腹桿與腹桿的對接焊縫;焊完一條后再轉入另一條焊接,避免同一管子的兩條焊縫同時焊接;防止扭曲變形,焊接時由中間往兩邊對稱焊接。
3.2.7 做好焊后處理工作,由專人檢查焊縫成型情況和焊縫探傷自檢。
經過我司卓有成效的工作,最后主桁架全部焊縫探傷100%合格,滿足設計和規范要求。
3.3 預埋件復驗
正式吊裝前的第三個工作是復核預埋件,對照軸線和定位標高,對每一個預埋螺栓進行了詳細的復驗,及時做好書面記錄,確保軸線偏差±5mm以內;標高偏差在±3mm以內。為方便復核桁架垂直度,在每一塊預埋板上均畫出軸線作為將來調整桁架的參照線。
4 桁架吊裝
考慮到現場施工場地有限,東西側距離即2-4—2-9軸僅37m,南北側有效距離即2-B—2-K軸僅58.6m,且東西兩側看臺已經施工完畢,這些客觀情況均對桁架的吊裝帶來了極大的影響。因此吊裝前,我司技術科及項目部多次在現場召開現場技術攻關會議,修改吊裝方案,并組織專家對吊裝方案進行論證,確保整個吊裝過程都按照方案中的吊裝順序進行。
吊裝時,用2臺130t吊車按照吊裝方案的施工順序進行主桁架吊裝,就位后即用柱腳螺母將桁架固定,但不擰緊,緊接著用經緯儀對照預埋板上的軸線初步調直桁架,調整桁架后即在桁架兩側各設置3道攬風繩固定。然后進行第二榀主桁架的吊裝并用攬風固定。接下來開始次桁架的安裝和附屬結構的吊裝。兩榀桁架形成體系后即用經緯儀測量校正桁架的垂直度。以此類推,完成下面幾榀管桁架的吊裝及次桁架和附屬結構的吊裝。
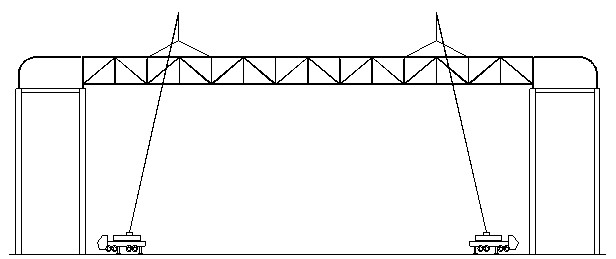
圖4.1 桁架吊裝示意圖(大跨度管桁架安裝施工)
在整個吊裝過程中,有3個控制因素需要特別注意:雙機抬吊中吊點的選擇、雙機抬吊同步控制、管桁架垂直度控制。
4.1 雙機抬吊中吊點的選擇
吊點的選擇直接關系到吊裝的安全和效率,在吊裝前我司用MIDAS有限元軟件分析了雙機抬吊過程中的受力情況,認為吊點設置于2-C軸與2-D軸之間的節點和2-G軸與2-H軸之間的節點時,吊裝過程中桁架的整體受力最為合理、安全。
桁架吊點示意圖如下:
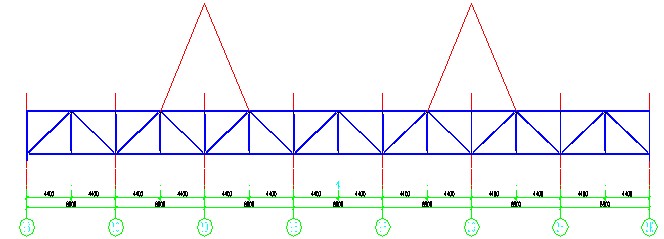
計算中取1.4倍自重系數,結果均滿足規范要求。
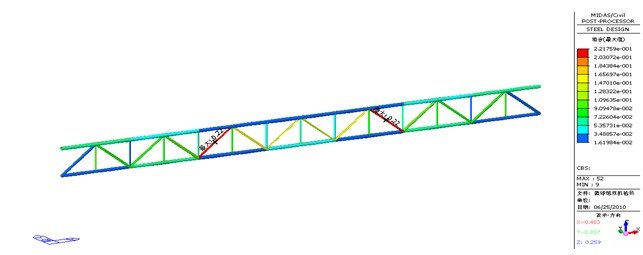
雙機抬吊中的桁架的下撓(最大處為3.3mm)
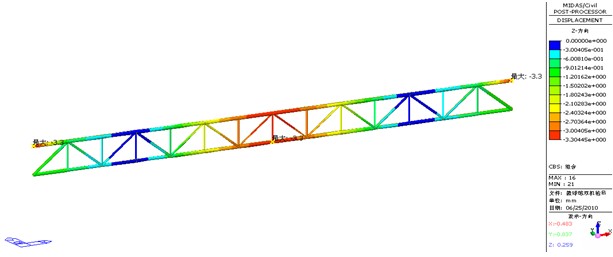
雙機抬吊中的桁架桿件應力比(最大為0.22)
圖4.2 吊點計算圖(大跨度管桁架安裝施工)
4.2 雙機抬吊同步控制
吊裝過程中我司采用了雙機抬吊,有效解決了現場施工場地有限,單部吊車吊裝不能很好完成吊裝的難題。但是雙機抬吊必須解決兩臺吊機同步性的問題,為了更好的完成吊裝,我司在技術和安全兩個方面對雙機抬吊均采取了保證措施。
4.2.1 技術保證措施
吊裝前項目部技術負責人對兩臺吊車司機、起重工及信號指揮人員均進行了詳細的技術交底和安全交底,明確桁架的重量以及運行的路線。要求嚴格按照交底內容進行吊裝。
抬吊前對設備進行了嚴格的檢查,如鋼絲繩等,計算鋼繩是否能滿足吊裝需要。
抬吊過程中由信號員負責掌握運行方向,統一指揮協調兩車的動作。抬吊作業中吊車的司機具備良好的操作經驗,嚴格服從信號員的指揮,按照規章及交底內容操作。
4.2.2 安全保證措施
起吊過程中,時刻保持鋼絲繩垂直,起鉤前先將繩繃緊,原地觀察,桁架在離地面0.5米左右時停住,確定制動、吊點、吊具等沒問題時再繼續進行操作。現場信號指揮員對行走過程中的同步情況進行檢查,發現問題及時與對方和下方的司機溝通。
嚴格控制吊車的行走速度和吊裝速度,在兩側行駛道路上設置標線,并在操作中進行核對,以保證兩側吊機行駛速度均勻一致。在上部高空位置同樣設置了標線,要求每行走1m即檢查復核1次,發現不同步即進行調整,防止偏差累積造成同步調整困難。
4.3、管桁架垂直度控制
每榀主桁架吊裝就位后馬上用經緯儀等儀器對照預埋件上軸線及桁架上軸線進行控制,當兩根軸線重合再擰緊柱腳螺母,當兩榀桁架或多榀桁架形成體系后利用高程控制點,采用懸吊鋼尺傳遞高程的方式把高程從控制點傳遞到柱腳混凝土梁上,并做好相應的標記,用經緯儀和水準儀對軸線和標高再次復核桁架的標高和軸線見圖4.3。

為確保桁架安裝精度和質量,必須控制桁架二個方面的精度,平面位置相對精度(軸線)、立面的相對標高精度。根據深化圖紙把桁架平面節點標高、橫向位移、徑向位移對照軸線控制線刻在柱腳混凝梁上,次桁架定位后,再次檢查各個節點處的標高和軸線偏差方可施焊。所有數據均形成書面記錄,作為控制管桁架軸線間累計誤差的依據。
5 體 會
經過3個多月的奮戰,蘇州科技學院體育中心籃球館工程勝利竣工,該項目的順利實施為以后類似工程提供了參考方法,同時也為公司取得了可觀的經濟和社會效益。在該工程實施過程中我深深體會到施工過程,施工方案及其選擇非常重要,制定科學、合理的施工方案,必須要結合施工現場實際,做到有針對性。有了技術上的保駕護航,再加上科學管理,團隊合作,才能使工程高質優效的進行。
參考文獻
[1]《鋼結構工程施工質量驗收規范》GB-50205
[2]《建筑鋼結構焊接技術規程》JCJ81
 :
: 