杭州市錢江四橋全長1376米,全橋共設有190米鋼管拱2跨、85米鋼管拱9跨。全橋概貌見圖1。?
190米鋼管拱主跨為下承式系桿拱橋和上承式拱橋相結合的組合形式,拱軸線形式為二次拋物線,矢跨比為1/4,拱肋高度為4.5米,寬度為2.6米。拱肋斷面形式為桁架式,由四根直徑為95cm的鋼管,通過上下平聯(或鋼板)及兩側腹桿組成,拱肋間設置風撐5道,其系梁骨架、端橫梁及拱腳為桁架結構形式,上層吊桿橫梁、拱上立柱橫梁為“I”字型結構形式,拱肋橫梁為箱梁結構形式。?
85米鋼管拱主跨為下承式系桿拱橋與上承式拱橋的組合形式,拱軸線為二次拋物線,矢跨比為1/7;采用直徑為φ160cm單鋼管,內設厚度為10mm的豎肋兩道。每對拱肋間設置風撐5道,其系梁骨架、端橫梁骨架、拱腳骨架為桁架結構形式,拱上立柱為150×80×1cm的方鋼管,墩上立柱為φ80cm的單管。?
全部鋼結構制造由武船重型工程有限公司(以下簡稱“武船”)總承包,杭州大地網架制造有限公司(以下簡稱“大地”)承建項目的工程量如下表1所示。?
表1 由“大地”制作的鋼結構工程量
序號 名件名稱 數量(件) 單件重(噸) 總重(噸)
1? 190M跨風撐 10 69.6 696
2 190M跨拱肋橫梁 4 29.772 119.088
3 190M跨拱上立柱橫梁 4 36.584 146.336
4 190M跨上層吊桿橫梁 38 32.22 1224.36
5 190M跨下層吊桿橫梁 46 21.088 1008
6 190M跨鋼系梁 4 725.5 2902.8
合 計 6097.62
工程內容:包括原材料采購、加工制作、工件運輸、檢驗以及配合總包方安裝和橋上焊接;
二、鋼系梁制造?
(一)鋼系梁的單元件劃分?
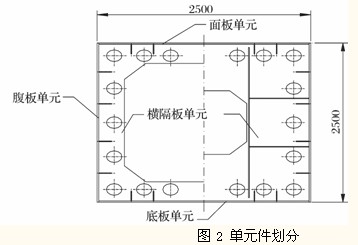
錢江四橋5-6橋墩和11-12橋墩跨度為190m,每跨兩根鋼系梁,全橋共4根。鋼系梁總長為10m,分為二十五個節段,共三種類型,其中兩個拱腳段各分為3段,節段類型1分18個節段,節段類型2為1個節段。?
圖2 單元件劃分
每種節段均由四個單元件組成,分別為面板單元、底板單元、腹板單元及橫隔板單元,其單元件劃分見圖2。?
根據深化設計圖和車間制造吊裝能力,分段制作如表2所列。
表2 鋼系梁分段制造數量表
序號 分 段名稱 尺寸 數量? 重量/段(噸)
1 拱腳段 2500×2500×8500 8 23.9
2 拱腳段 2500×2500×5000 8 18.6
2 拱腳段 2500×2500×4500 8 16.74
3 標準段 2500×2500×8000 72 30.544
4 標準段 2500×2500×10000 4 38.18
合計 100 總重2902.8
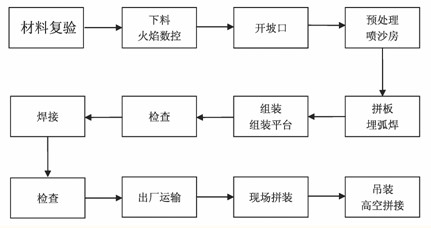
(二)鋼系梁單元件制造工藝流程?
(三)鋼系梁的制造工藝?
1.單元件制造?
(1)單元件制造在平臺或胎架上施工。?
(2)利用鋼帶以板中心為基準劃縱橫結構線并結構裝配。?
(3)裝焊完后應對單元件校平,平面度:1mm/M。?
2.節段的裝配及節段的裝配順序?
(1)底板單元件上胎架定位。?
(2)利用鋼帶以單元件吊點中心為基準劃橫向結構裝配線。?
(3)裝配隔板單元件及滾輪結構,裝配吊桿錨箱底部部件N16,N17,N25,吊桿導管,N26A,N19A,N30,N26B,N19B,并對稱焊接,報檢。?
(4)裝配兩腹板單元(拱腳段含內腹板),將錨箱中的各板件放置于錨箱兩側。?
(5)以面板吊點中心線為基準裝配節段面板。?
(6)焊接N26A,N26B與腹板的焊縫,并報檢。?
(7)裝焊N18,焊接合格再裝焊N17,焊接時應對稱焊接。?
(8)安裝吊桿導管的垂直度為:1?5mm,扭曲:3mm其他要求見WSD30811L-橋04(03)-0005精度要求中系梁及四種橫梁制造。?
(9)在焊接時為防止焊接火花將橡膠滾輪燒壞,應將滾輪用石棉布捆扎牢靠。?
(10)標準節段I距吊桿中心線5m的一側端口其面板、底板與腹板的焊
縫留400mm~500mm暫不焊,待匹配制造時再焊。?
(11)焊接順序見焊接工藝規程“WSD30811L-橋04(03)-2002”?
(12)每節段施工完后要將節段的編號號在節段上并掛牌。?
(四)鋼系梁的拼裝?
(1)系梁的拼裝在胎架上進行。?
(2)節構劃線利用鋼帶進行劃線。?
(3)系梁采用正裝匹配制造,拱腳部分采用1+2,后續1+4,1+5,向拱中推進,中間段與兩邊相鄰段同時匹配,匹配完后焊接匹配端口未焊接部分。匹配時每節段之間的縫口為6mm,吊點之間距離為8000+3mm。匹配完時每節段之間要做好對接標識,并劃出全節段中心線在中部及兩端中心線打上樣沖眼同時用鋼帶封上。?
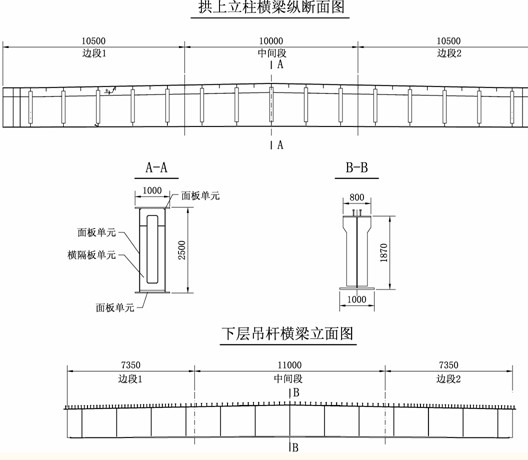
三、鋼橫梁制造?
(一)190m跨橫梁的分段、單元件劃分?
橫梁分為四種,包含拱肋橫梁、拱上立柱橫梁、上層吊桿橫梁及下層吊桿橫梁。從結構型式分為二種,一種為工字梁,另一種為箱型梁,圖3為二種典型的結構的分段劃分及單元件劃分:?
(二)橫梁制造工藝?
精度要求見系梁及四種橫梁制造精度要求WSD30811L-橋04(03)-0005?
1.上層吊桿橫梁制造?
(1)上層吊桿橫梁制造時先制作首制件?
(2)橫梁制造應采取在裝配胎架上臥拼,利用鋼帶劃出各節構裝配線線,拼裝時注意上下的鋼孔要同心且要與基線垂直。制作時要考慮從梁中到吊點中心預拱50mm。?
(3)腹板與上下翼板裝配焊接校正后再裝焊筋板。?
(4)焊接從中向兩側順序焊接,一面裝焊完后翻身裝焊另一面。?
(5)兩端之間吊桿孔水平距離誤差<3mm。?
(6)剪力釘最后裝焊。?
(7)底板,頂板拼接縫焊接時要預熱80℃~120℃。焊接環境溫度不應低于5℃?
(8)底板,頂板拼接焊縫必須除去余高,并順應力方向磨平。?
2.下層吊桿橫梁制造?
(1)橫梁在裝配胎架上臥拼。利用鋼帶測量劃線,制作時從梁中到端點要預拱50mm。?
(2)腹板與翼板裝配焊接校正后再裝焊筋板。?
(3)焊接從中向兩側順序焊接,一面裝焊完后翻身裝焊另一面。?
(4)兩端之間吊桿孔水平距離誤差<3mm。?
(5)剪力釘最后裝焊。?
(6)橫梁制造時梁兩端按理論預放30mm待吊裝時測量后切割。?
(7)底板,頂板拼接縫焊接時要預熱80℃~120℃,焊接環境溫度不應低于5℃。?
(8)底板,頂板拼接焊縫必須除去掉余高,并順應力方向磨平。?
3.拱上立柱橫梁制造?
(1)制作時從梁中到端點要預拱50mm。?
(2)裝焊前將隔板拼焊好底板、頂板、腹板拼焊好后劃出裝配線。?
(3)橫梁在裝配胎架上倒裝,焊接從中向外對稱焊接,端部板裝焊注意順序內部板裝焊合格后并油漆才能裝焊外部板。?
(4)底板,頂板拼接縫焊接時要預熱80℃~120℃,焊接環境溫度不應低于50C。?
(5)底板,頂板拼接焊縫必須除去余高,并順應力方向磨平。?
4.拱肋橫梁制造?
(1)制作時從梁中到端點要預拱30mm。?
(2)裝焊前將隔板拼焊好底板、頂板、腹板拼焊好后劃出裝配線。?
(3)橫梁在裝配胎架上先臥裝,焊接隔板與底板、頂板、腹板的焊縫,從中向兩側對稱焊接。然后裝另一腹板,焊接腹板與頂板、底板的焊縫。翻身焊接另一面地焊縫。?
(4)拱肋橫梁制造時梁兩端按理論預放30mm待吊裝時測量后切割。?
(5)底板,頂板拼接縫焊接時要預熱800C~1200C。焊接環境溫度不應低于50C。?
(6)底板,頂板拼接焊縫必須除去余高,并順應力方向磨平。?
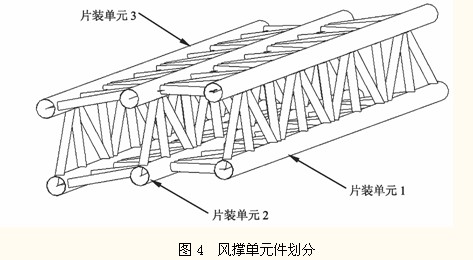
四、風撐制造?
(一)風撐單元件劃分見圖4
風撐分為三種,包含1#風撐、2#風撐和3#風撐。從結構型式分為二種,一種由二片組成,另一種為三片組成,圖4為3#風撐的單元件劃分圖:
(二)風撐鋼管的下料和焊接?
管與弦管相接,此相貫線及其坡口的形成,主要是支管端部的切割,在相貫線切割機上進行,由計算機控制,只要選定一種模式,輸入主管、支管的外徑、壁厚及其相交的角度(正交和斜交)、曲管的弧度、半徑及曲線軌跡,即自動生成相貫線,通過割嘴的擺動可割出不同截面上所要求的坡口。由于主管貫通,支管以內徑相貫,沿內徑向外開出坡口。?
我們引進了荷蘭HGG公司世界一流的數控管子相貫線切割機,功能先進、齊全、切割速度快、坡口光潔、操作簡便、效果好。?
1.鋼管相貫線切割?
風撐腹桿端頭相貫線采用荷蘭HGG公司數控管子相貫線切割機切割,腹桿上的相貫線及焊接坡口一次切割完成。切割機工作見圖5。?
2.相貫線節點焊接:?
風撐鋼管桁架的焊接,無論在工廠制作或在現場拼裝都十分重要,是風撐制造的關鍵。焊接的坡口結構:?
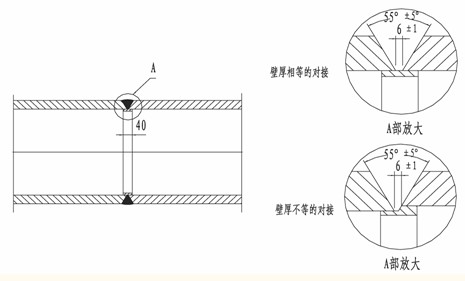
①鋼管的對接型式如圖6所示,加襯套焊接,為全熔透一級焊縫。對接坡口用機械加工方法進行,也可直接在數控相貫線切割機上切割坡口。?
梁柱翼緣板、腹板的對接焊縫為一級焊縫、其余對接焊縫如節點板、加勁肋等處為二級。? ②相貫線焊縫,主要是主弦桿與腹桿焊接,其連接采用部分熔透坡口焊縫。?
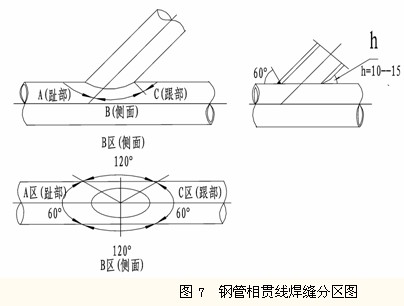
相貫線焊縫坡口形式及焊縫高度如圖7所示。?
相貫節點的焊接采用無間隙安裝,趾部及兩側面端面開有坡口,此焊縫相當於部分溶透的組合焊縫,允許在內側有2-3mm的不溶透。在A區域內全熔透,B區過渡區,由熔透焊縫逐漸過渡到角焊縫,C區為加強角焊縫,焊縫高度為1?5鋼管壁厚,相接處圓弧過渡。鋼管相貫線節點焊縫按二級焊縫進行構造設置,但按三級焊縫進行檢測。風撐鋼管桁架的組裝焊接在廠內鋼平臺的胎架上進行。整體制造后運至現場吊裝,在高空與拱肋相貫焊接。?
(三)拼裝?
1.橫向鋼管(¢900)先對接成長管,鋼管每段不得少于4M,對接的直縫要錯開>90度。橫向鋼管兩端要預放50mm,待安裝時切割。?
2.對接環縫與弦管、腹管的相貫線焊縫要錯開>80mm??
3.鋼管的接長、做成片段、主體拼裝都在胎架上進行。
圖6 鋼管對接焊縫坡口型式
4.單元件片段在裝焊完后要對其進行校正,必要時在端口增加臨時支撐以控制接口的相關尺寸。?
5.風撐1#、2#按上下先做成兩片然后立體拼裝成形。3#風撐先做成上下兩片及豎向一片,然后立體拼裝成形。?
五、匹配與預裝?
(一)190m跨系梁的匹配及預拼制造
系梁的制造采取“1+4”節段匹配預拼方案。采取正造,即以底板為胎架面,設置正裝胎架,即由“1+4”匹配胎架完成。每組裝完一輪后,進行兩兩節段間環縫的組焊,即吊裝節段為二個制造節段。這樣,可以減少工地的環縫對接數量,又可控制焊接變形,提高工作效率。?
(二)190m跨橫梁的匹配及預拼制造
箱型橫梁采取整體臥裝(側裝),首先下腹板單元件上胎架定位,吊垂線使其縱、橫向定位線與胎架上的定位線相吻合并與胎架固定定位。裝配箱形梁的面、底板單元,使其定位線與胎架上的定位線相吻合,裝配橫隔板單元,最后裝配上腹板單元。?工字橫梁的制造參照箱型橫梁制造進行。?
(三)現場組裝焊接
1.節段吊裝到位后,實施弦管連接法蘭裝配,法蘭孔打入50%銃釘后,穿入螺栓,擰緊連接法蘭高強螺栓,然后去掉銃釘換上高強螺栓并進行擰緊。扣段安裝定位完成后,進行嵌補板的裝配,要求錯邊量≤1mm,報檢合格后進行焊接。?
2.拱肋間的風撐在橋兩拱節段吊裝調整到位后,按施工圖及拱肋間的風撐端部裝配檢
查線、定位線與拱肋間的風撐裝配檢查線、定位線吻合,測量兩側拱肋端口間的尺寸檢驗合
格后,進行拱肋間的風撐裝配焊接。?
3.現場焊接嚴格執行經焊接工藝評定確定的焊接規程,施工過程要注意天氣條件對焊接的影響,采用自制搭設蓬架防風避雨,確保焊接質量。?
4.節段端口嵌補板裝配焊接、焊接采用鋼襯墊的焊接方法進行。








 :
: 